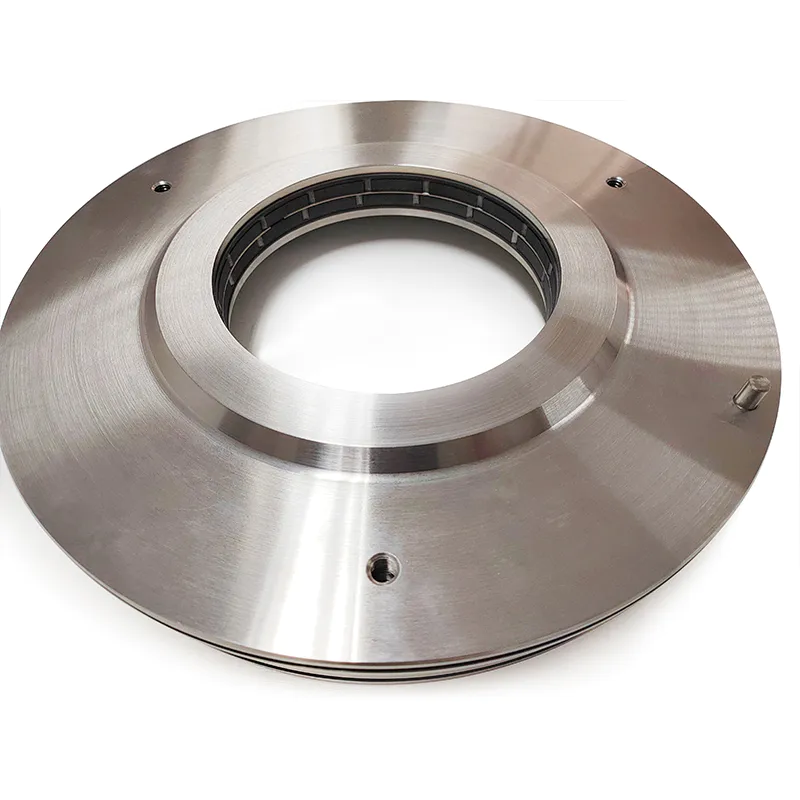
The porous end face mechanical seal can be processed by laser2020-07-27 Ordinary mechanical seals rely on the close contact of the micro-convex bodies between the sealing end faces to seal the fluid, so this kind of seal often shows a mixed friction state during operation, and individual performances are as follows: Boundary friction state [1]. When the working conditions or environmental conditions change, the excessive temperature rise of the end face causes the fluid between the end faces to vaporize, causing serious leakage, or the liquid on the end face is completely vaporized, resulting in complete dry friction between the end faces, which increases the wear of the end faces and greatly shortens the service life of the seal . Therefore, the traditional contact mechanical seal has certain limitations in improving the sealing ability and reducing friction and wear. With the prominence of energy conservation and the enhancement of environmental awareness, how to reduce energy consumption, improve the reliability of seals and prolong the life of seals is a research topic that people are generally concerned about and pay more and more attention to. The key to reliable sealing and long service life is to ensure that an extremely thin and stable fluid film is formed and maintained between the two sealing end faces and has a certain bearing capacity. If the dynamic pressure effect generated by the fluid prevents direct contact between the end faces, the friction state is pure fluid friction, and this seal is called a non-contact dynamic pressure mechanical seal. Non-contact dynamic pressure type mechanical seals usually artificially open some regular flow grooves on the sealing end face, such as spiral grooves [2], arc grooves [3], straight grooves [4], and Lei column grooves [5] etc., using the effect of hydrodynamic pressure to improve the bearing capacity of the seal, reduce the wear between the end faces and greatly prolong the life of the seal. Laser machining of porous mechanical seals is a new technology emerging in the field of mechanical seals. The structure of the porous end face mechanical seal The porous end face mechanical seal structure is shown in Figure 1(a). The moving ring is a flat end face seal ring, and the flat end face of the static ring is evenly arranged with regular micropores to form a porous end face. The micro-holes are round holes, elliptical holes or conical holes, and Fig. 1(b) shows the case of round holes with square distribution on the end face. The pore size ranges from several microns to hundreds of microns, the pore depth ranges from several microns to tens of microns, and the porosity (the percentage of the pore area to the entire end face area) is 5% to 30%. The surface roughness of the porous end face is the same as that of the static ring, and both Ra are 0.01 to 0.02.μm[6]. 2. Principle and application of porous mechanical seal When parking, that is, when the moving ring is not rotating, under the action of the spring force, the static ring and the moving ring form a static plane seal, so that the fluid medium can be sealed. When the moving ring rotates, because there are many micro-holes on the surface of the stationary ring, the rotation of the moving ring makes the surface and the micro-holes on the surface of the stationary ring form a converging slit fluid film layer, so that each hole is like a micro-dynamic sliding bearing. That is, when another surface slides on the porous end face, hydrodynamic pressure is generated above and around the hole, which is the hydrodynamic pressure effect. The carrying capacity of hydrodynamic pressure depends on the sliding speed, the viscosity of the medium and the thickness of the fluid film [7]. The combined effect of these holes produces a dynamic pressure effect that separates the two sealing surfaces. Due to the existence of a fluid film between the two sealing surfaces, the two sealing surfaces are no longer in direct contact, and the friction state between the sealing surfaces is fluid friction. Experimental studies [8] show that the gap between porous mechanical seal rings is always larger than that between ordinary mechanical seal rings when the end load and rotational speed are the same. When the end face load increases, the end face clearance of the ordinary mechanical seal ring suddenly decreases, so that the end faces are in direct contact, the liquid film is destroyed, and the wear is aggravated. For the mechanical seal ring with porous end face, when the end face load increases, the end face gap decreases, the liquid film stiffness increases, and the small gap just reduces the leakage to the minimum, so as to meet the strict mechanical seal leakage requirements, while reducing the sealing surface. of wear. Therefore, the porous mechanical seal can effectively prolong the life of the seal. The maximum PV value of the mechanical seal is an important indicator for evaluating the operational safety of the mechanical seal, and the porous end face mechanical seal can effectively improve the maximum PV value of the mechanical seal. The ratio of hole depth to diameter of the porous end face is optimized, and its maximum PV value is about 2.5 times that of ordinary mechanical seals [8]. Therefore, the porous end face mechanical seal can effectively improve the sealing parameters and ensure the safe operation of the mechanical seal. Porous mechanical seals have been used in the petrochemical industry, such as light hydrocarbon and toluene sealing media, the temperature is 266 ~ 320 ℃, the pressure is 0.67MPa porous mechanical seals. After 6 months of actual operation, the sealing effect is satisfactory [9]. 3. Processing method of porous end face mechanical seal It is almost impossible for conventional machining methods to process flow grooves or micro-holes with a depth of micrometers on the sealing surface. Therefore, many processing methods have been explored, mainly including the following: photochemical etching (photolithography), electrical discharge machining (electro-etching), electrochemical machining and laser processing. The characteristics of several processing methods are shown in Table 1.